
 400 9966 239 |
400 9966 239 |
枪钻 XE-500/1000 (CNC)
XE機型適合中小型軸心類或零件深孔加工進給軸裝置伺服馬達及滾珠螺桿確保進給精度,容易設定進給速度主滑軌採用p-級精密線性滑軌配合C3及精密滾珠螺桿自動潤滑系統提供所有滑道之自動潤滑,增長機器使用壽命及精度保持,自動注油裝置缺油時,控制器會發出警報並停機XLY機型採用前後錐度頂料及工件迴轉傳動機構,快速上下料,可配合自動送料裝置XE機型可設計1~4軸同時加工

枪钻 XL-250/500A(CNC)
此機器用於生產較小直徑及鑽孔較小直徑的零件,例如:軸心類及其他小工件機器的特殊設計及直接轉動主軸可降低噪音及震動特殊設計扶刀座(專利號碼PAT-M444890-台灣及ZL200920168114.2-大陸)使機器能用較短的槍鑽加工及同時也可預防鑽孔刀具的彎曲本機台有特別配置伺服馬達和滾珠螺桿.此項配備可以確保進刀結構順利及方便調整進刀速率懸吊式操作面板及手輪,可以讓操作者使用更方便自動潤滑泵浦為本


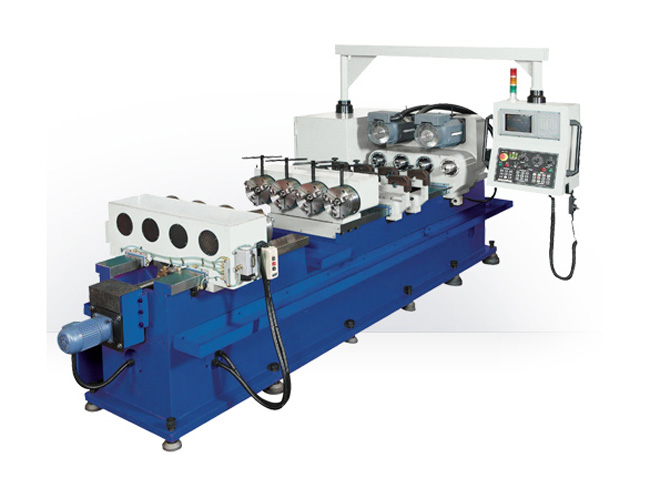
枪钻 XL/XLY-500/1000(CNC)
XE-XL&XLY機型適合中小型軸心類或零件深孔加工進給軸裝置伺服馬達及滾珠螺桿確保進給精度,容易設定進給速度主滑軌採用p-級精密線性滑軌配合C3及精密滾珠螺桿自動潤滑系統提供所有滑道之自動潤滑,增長機器使用壽命及精度保持,自動注油裝置缺油時,控制器會發出警報並停機此機型可設計1~4軸同時進給,可採用發那科或三菱CNC控制器.XL機型採用前後三爪夾頭夾料,適合軸類中心孔高精度深孔加工XLY機型採用

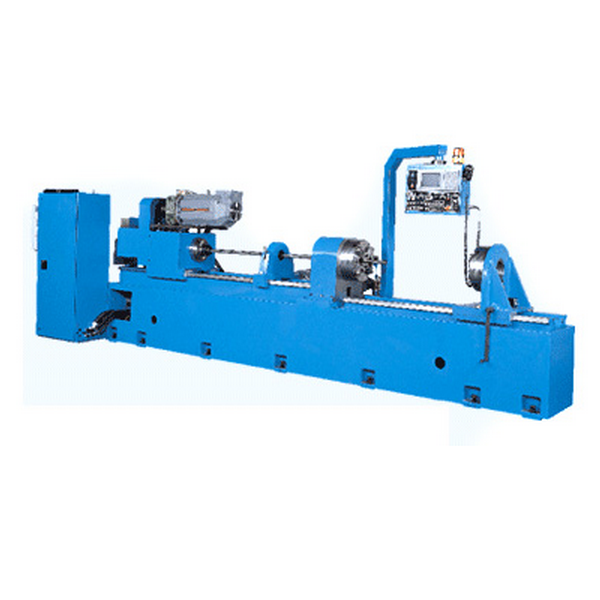
枪钻 XT-1200(CNC)
工艺特点1、刀杆受孔径的限制,直径小,长度大,造成刚性差,强度低,切削时易产生振动、波纹、锥度,而影响深孔的直线度和表面粗糙度。2、在钻孔和扩孔时,冷却润滑液在没有采用特殊装置的情况下,难于输入到切削区,使刀具耐用度降低,而且排屑也困难。3、在深孔的加工过程中,不能直接观察刀具切削情况,只能凭工作经验听切削时的声音、看切屑、手摸振动与工件温度、观仪表(油压表和电表),来判断切削过程是否正常。4、切

上一页
1
下一页


COPYRIGHT © 2021 东莞市鑫涛机械设备有限公司 Copyright © 2021 www.dgxintao.cn All Rights Reserved 粤ICP备14091769号 网站建设:中企动力 东莞